機械加工






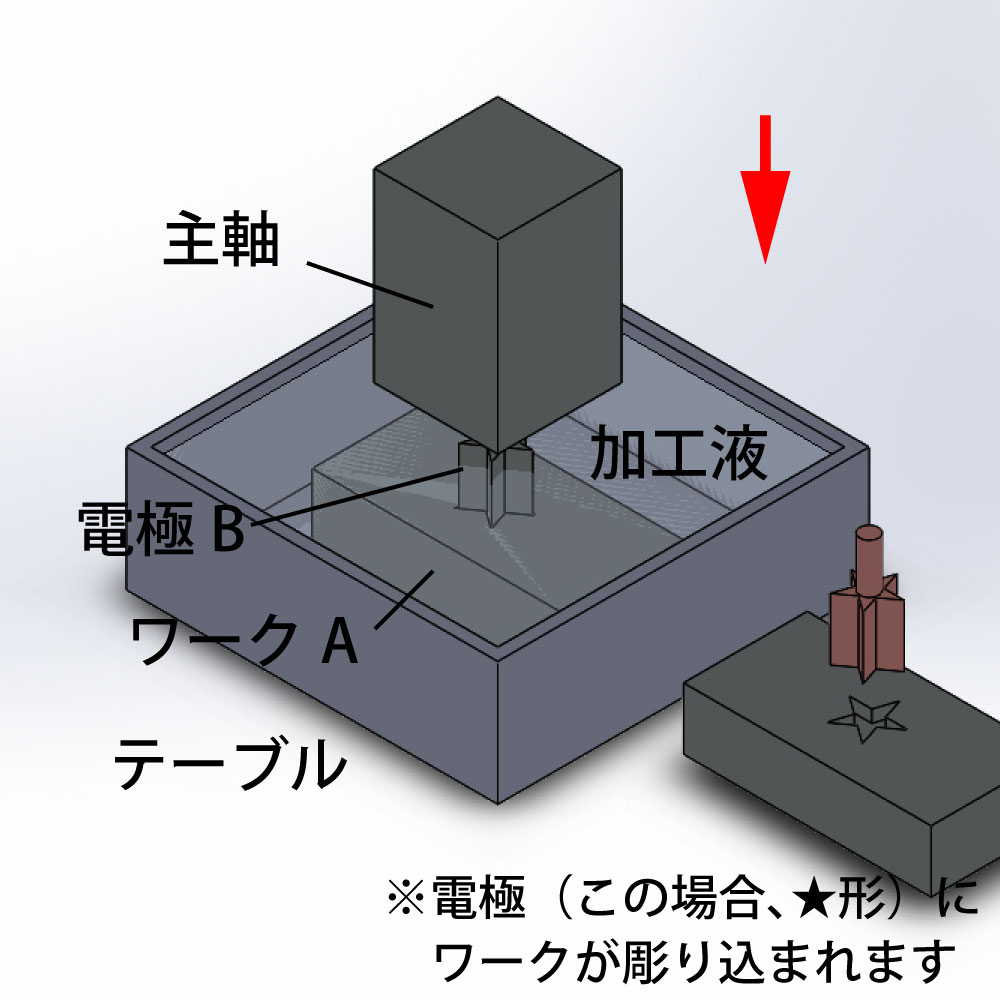
放電加工

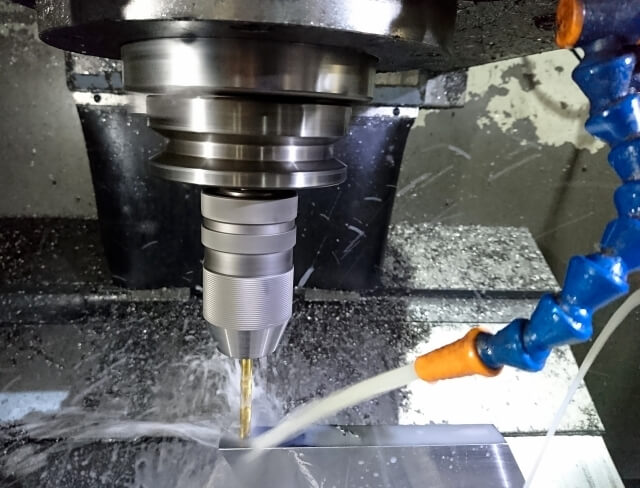
マシニング加工
研削加工


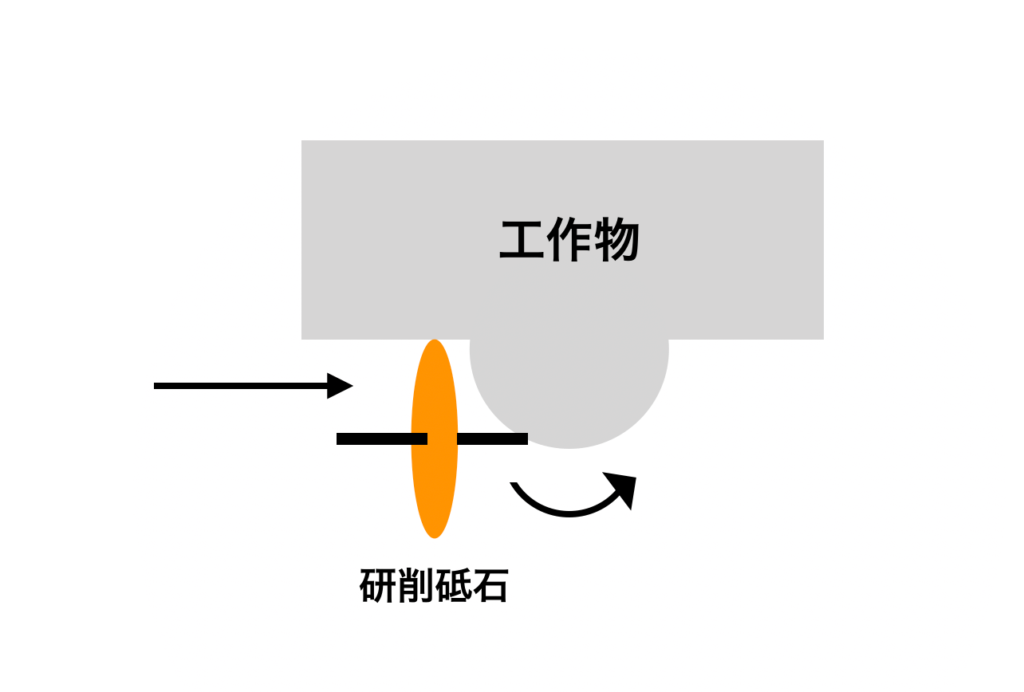
平面研削
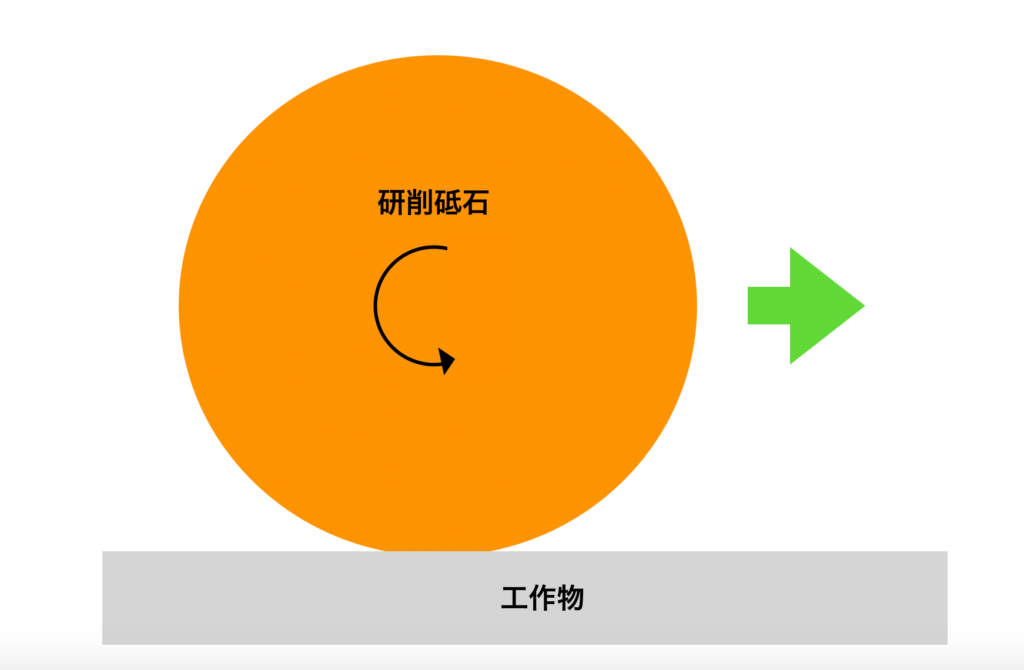
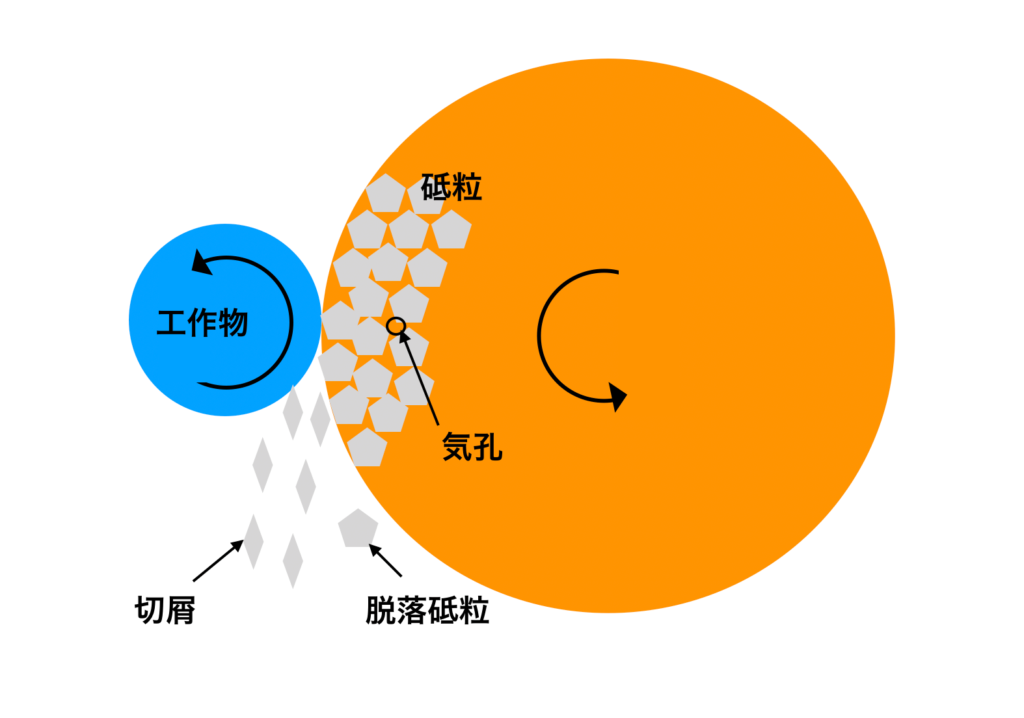
平研(ひらけん、へいけん)とも呼ばれる平面研磨は、文字通り平面を削っていく加工方法です。上部に取り付けられた砥石を高速回転させることにより、研削盤のテーブルに固定されている工作物を様々な方向に移動させて削っていきます。
砥石の外周を使うことが多いため、大きなものから非常に小さなものまで様々な分野のものを加工する方法ともいえるでしょう。
円筒研削
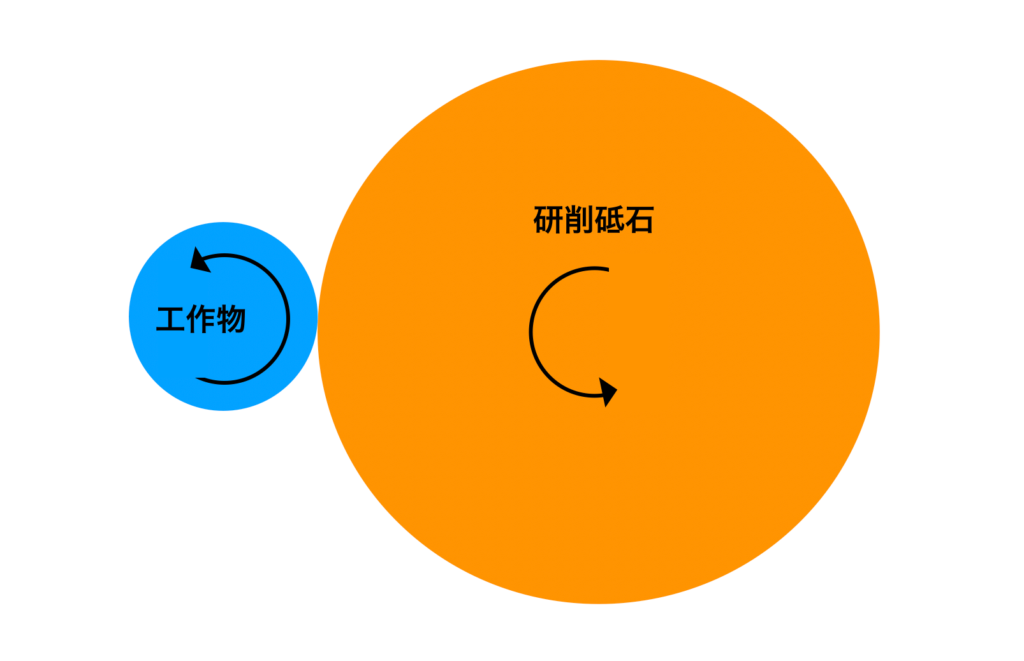
円筒(円筒)とも呼ばれる円筒研削は工作物も高速回転させて砥石を当てていきますので、円筒状の工作物の加工をするときに用いられます。加工物の厚みを落としたり、様々な加工の基礎をこの加工でおこないます。
加工物は主軸台と心押台のセンターに固定するため、加工物の形状によっては専用の治具を用意する必要があります。研削作業中は研削液を供給しながらおこないます。
内面研削
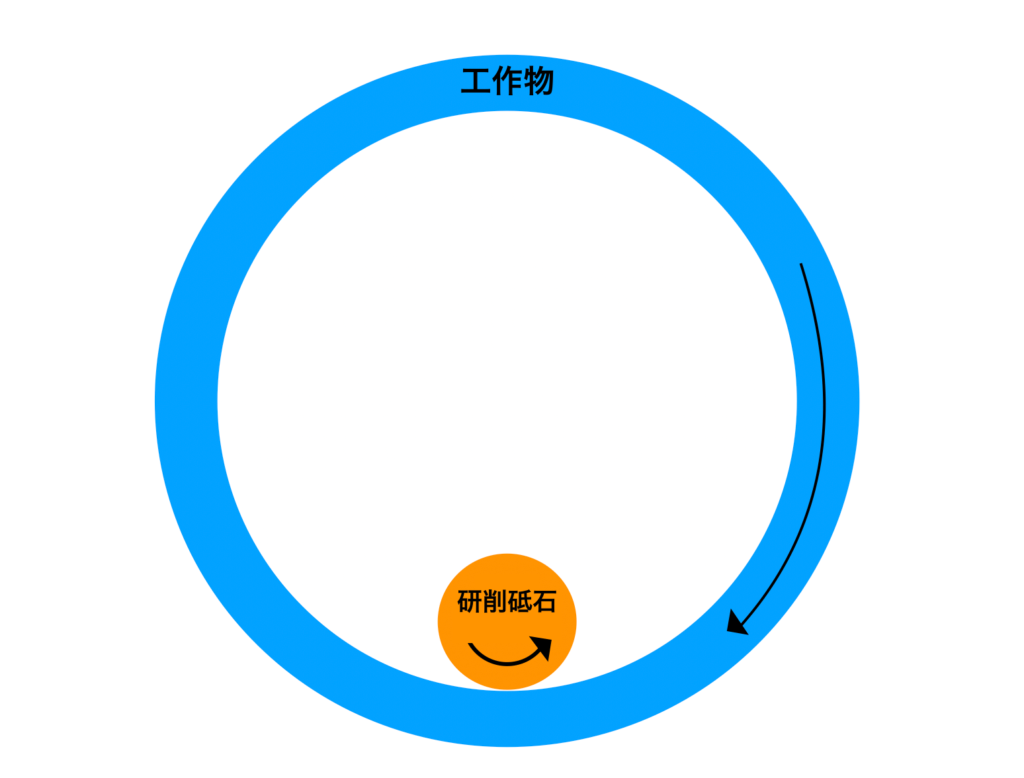
穴の内側を研削するこの方法は、内研(ないけん)、インターナルとも呼ばれており、軸の先端に研削砥石がついた研削工具と工作物を回転させながら研削をおこないます。研削工具を小さなものにすれば直径が数ミリのものでも研削することができます。砥石が高速回転するため、安全基準を満たされた研削工具を使用する必要があります。
基本的には工作物と研削工具を回転させながらおこないますが、部品のサイズが大きく回転させられない場合は、研削工具だけを回転させながら公転運動させる「プラネタリ形」と呼ばれる方法を用います。
センタレス研削
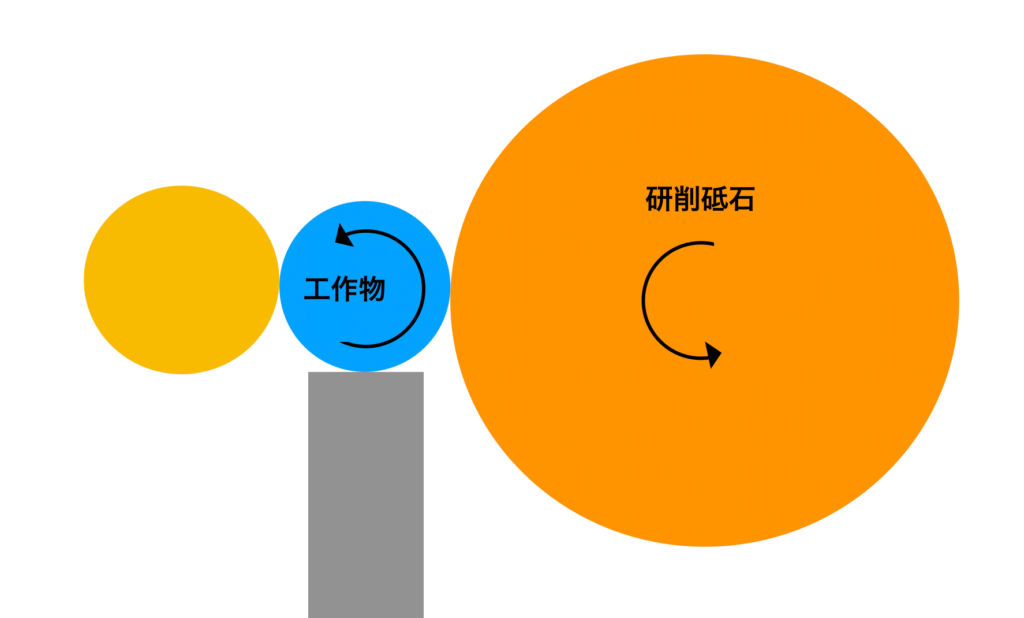
円筒工作物を固定された工作物支持刃と回転する調整車と研削砥石の間で支持し、工作物の外周を研削する方法です。
砥石の中心を固定する方法でないため、砥石の交換にいちいちフランジを締めこむ必要もなく、加工物も自動供給装置で送り込むことができるため、大量生産の際に重宝される方法です。また、工作物を均等に支持するため、工作物のたわみが少なく均一に仕上がるという特徴もあります。
プロファイル研削
あらかじめ描かれた形状の投影図に加工物を映し出し、砥石をプログラム制御または手動にて動かし、投影図の通りに研削する加工方法です。
砥石は加工する形によって様々な先端形状のものが用いられますが、基本的には先端形状が小さいものを所持し、直線や曲線など不規則な形状を高精度に仕上げることが可能です。加工用の研削工具にはプロファイル専用のダイヤモンドホイールやCBNホイールが使用されます。
電解研削
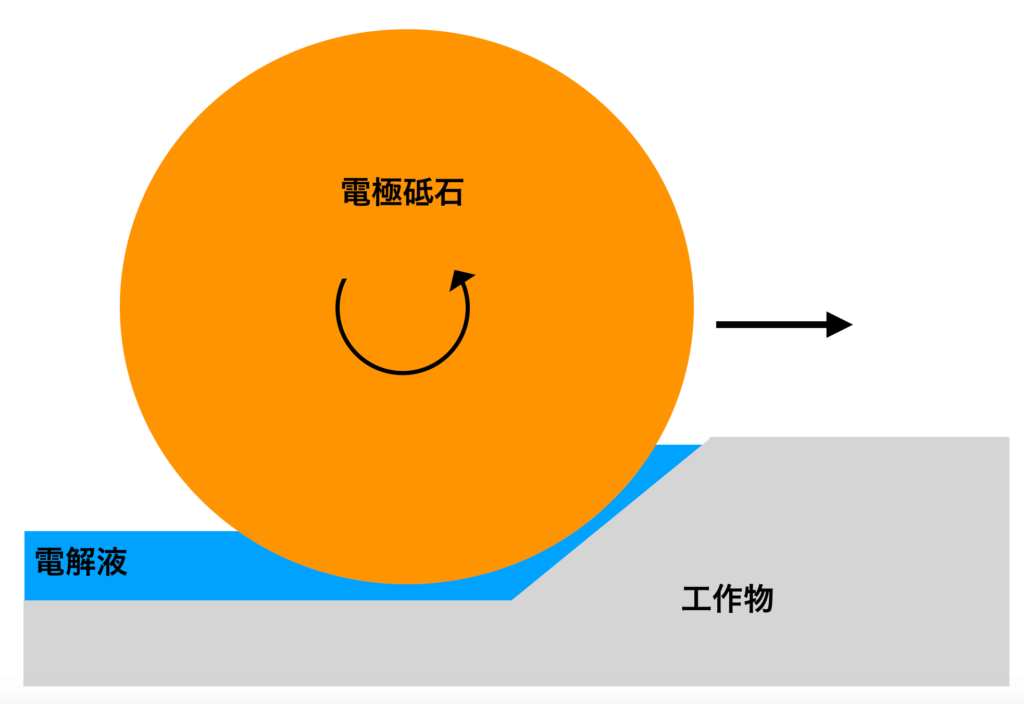
電解溶液の中でおこなう研削加工で、加工したい形状に作った電極にプラスマイナスの電源を流し、電極の形状に沿って加工する方法となります。物理的に加工物を研削する方法とは異なり、加工速度が速いという特徴があるため、難削材の加工に使われることが多いでしょう。
旋盤加工



外丸削り
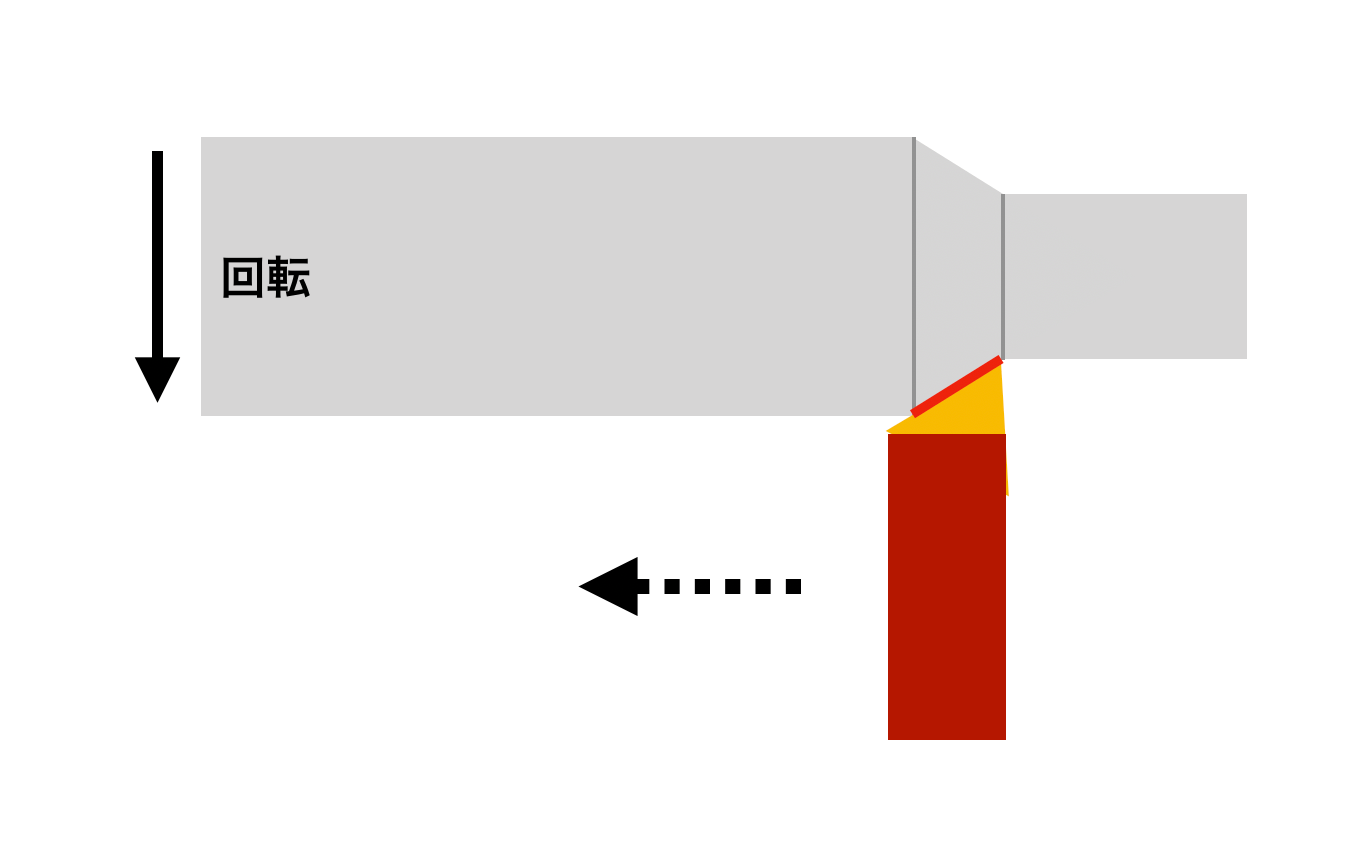
旋盤作業の基本で、切削工具で工作物の外側を旋削することをいいます。
簡単な加工方法であるものの、完成後の大きさに直接影響するため、精度が求めらる加工部分です。
テーパー削り
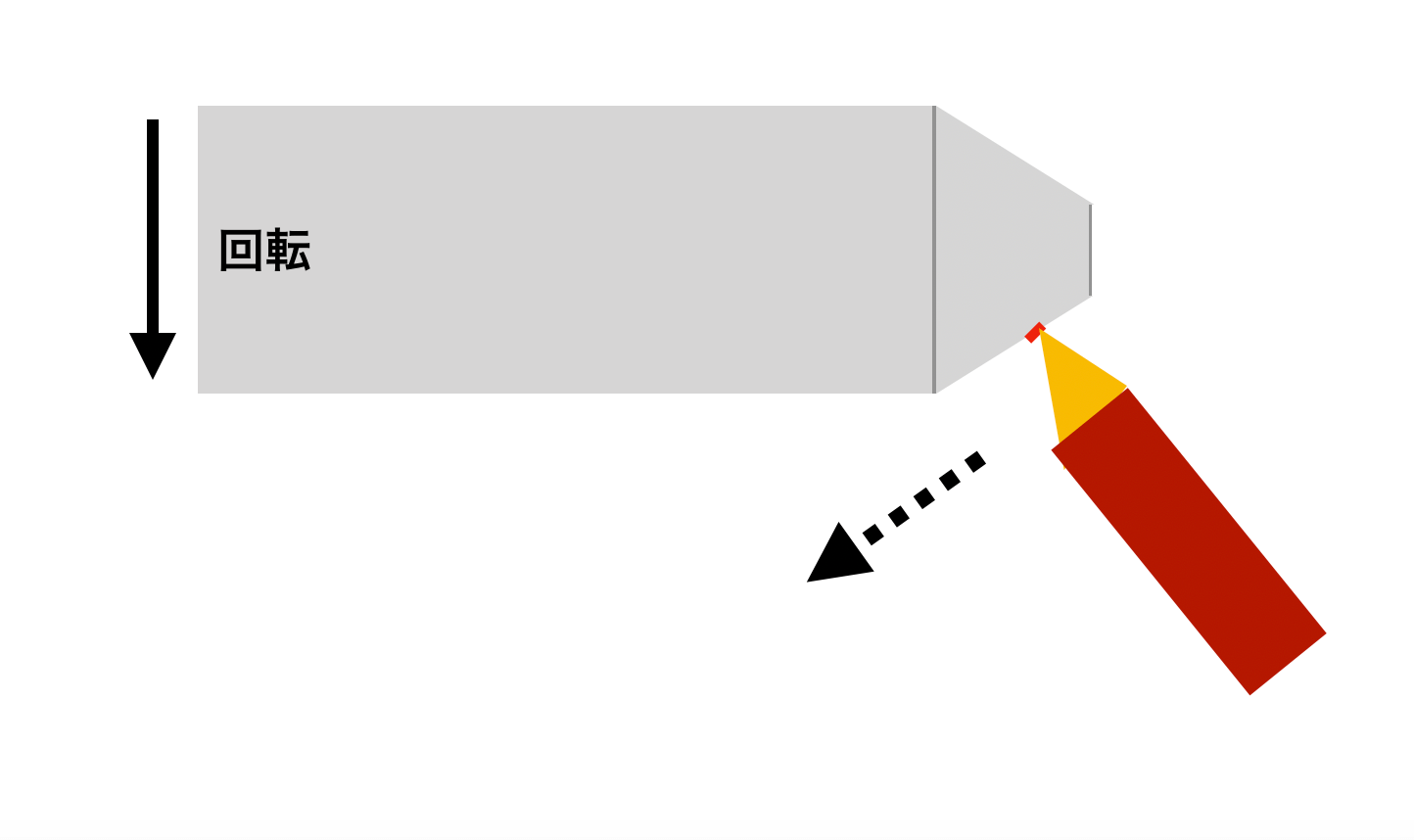
工作物が斜めに細くなっていく加工方法をテーパー削りといいます。
切削工具の刃物台に角度をつけて斜めにスライドしながら旋削していきます。
刃物台は任意の角度に調整できますので、テーパーの大きさも自由に調整できます。
端面削り
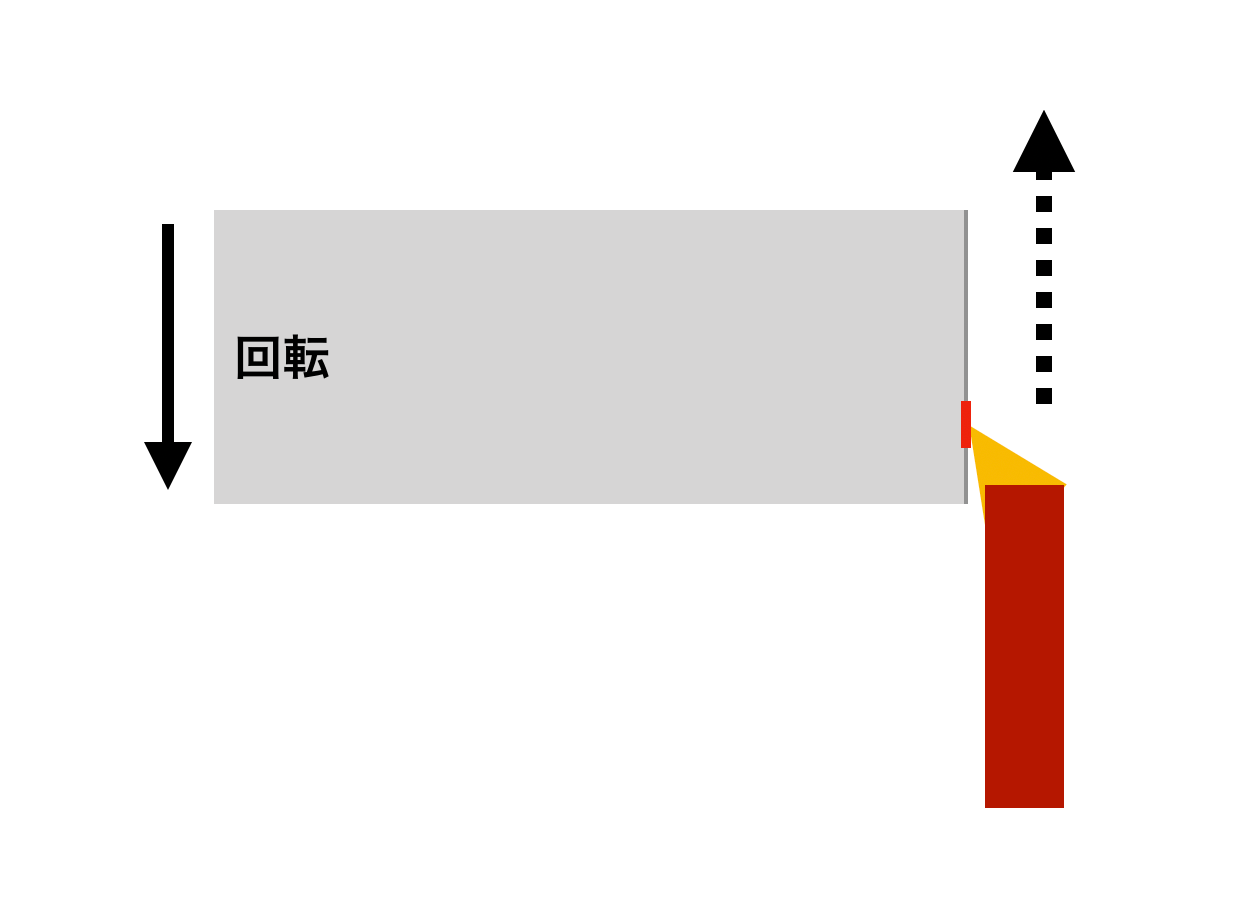
工作物の先端を平面に仕上げる加工方法をいいます。
切削工具の角度や、送るスピードによって仕上がりの精度が変わってきます。
中ぐり加工
工作物の中心に穴を開けたあと、その穴を広げていく旋削のことをいい、中ぐりバイトと呼ばれる切削工具を利用して加工をおこなっていきす。
中ぐりで旋削する量が多いと加工物や切削工具を痛めてしまう可能性があるため、数回に分けて少しづつ旋削していきます。
突切り
外径に溝を入れていき、切り込みを入れる加工のことをいい、突っ切りバイトと呼ばれる切削工具を使用しておこないます。
送り量を多くして工作物を切断することも可能です。
フライス加工


平面切削
テーブルを前後左右方向に移動させながら行う加工方法のことで、工作物を平に仕上げていきます。
基本的には正面フライスや平フライスを使用して行います。エンドミルでも平面切削はできますが、広範囲の切削ができないため、作業効率が悪くなります。また、加工面の精度も正面フライスと比べると劣るため、小さいものを加工するとき以外は正面フライスが使われることがほとんどとなります。
側面切削

テーブルを前後左右に動かして平面切削を行なった後に、徐々に上下方向に工具を送り出して工作物の側面を切削することを言います。上下方向に動くエンドミルや正面フライスを使用します。
段加工

平面部分に段差をつけることを段加工といいます。正面フライスや平フライスを使用して出した平面部分にさらに深く当てて削っていきます。また、狭い部分はエンドミルを使って段加工を行う場合もあります。
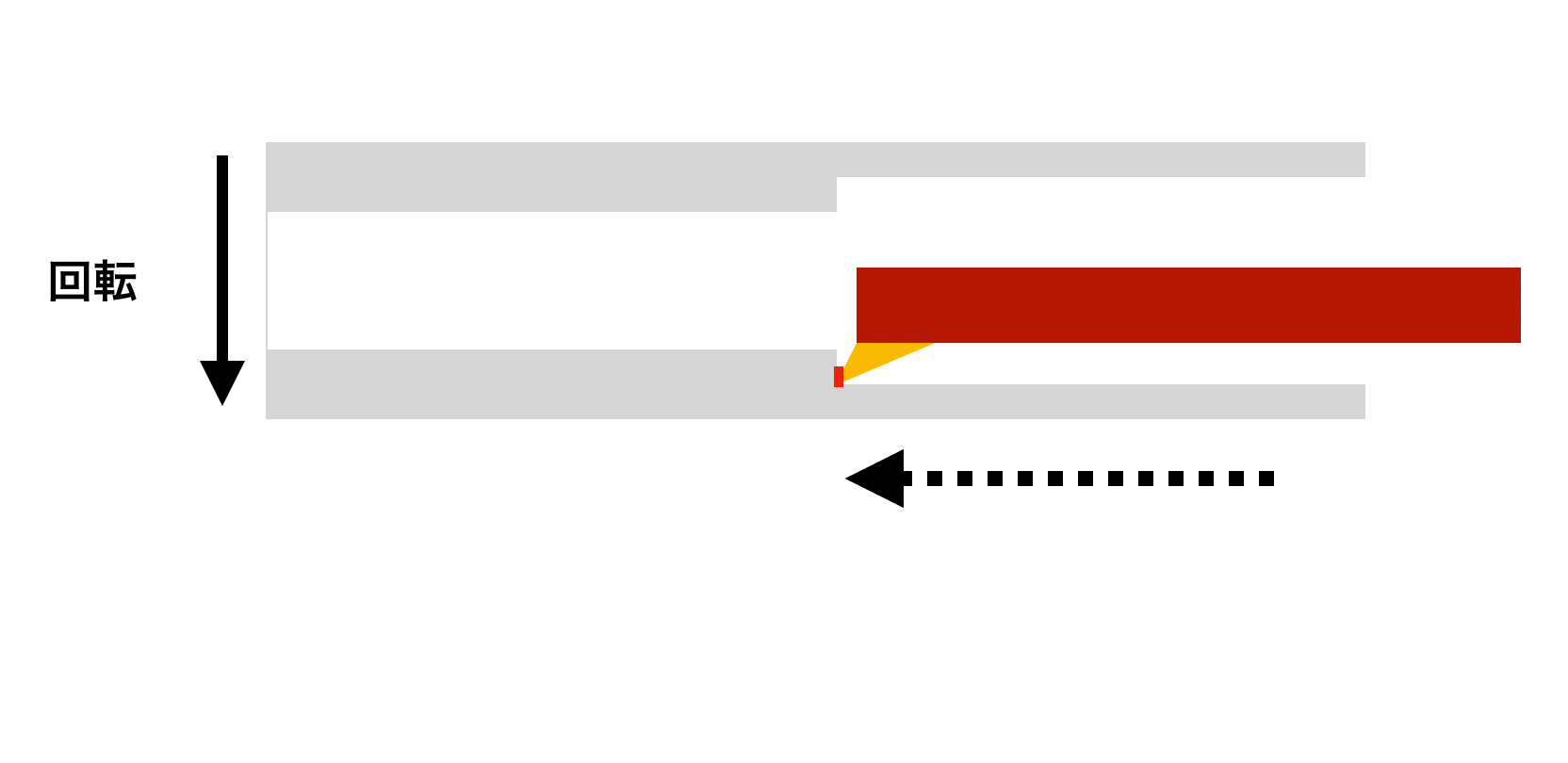
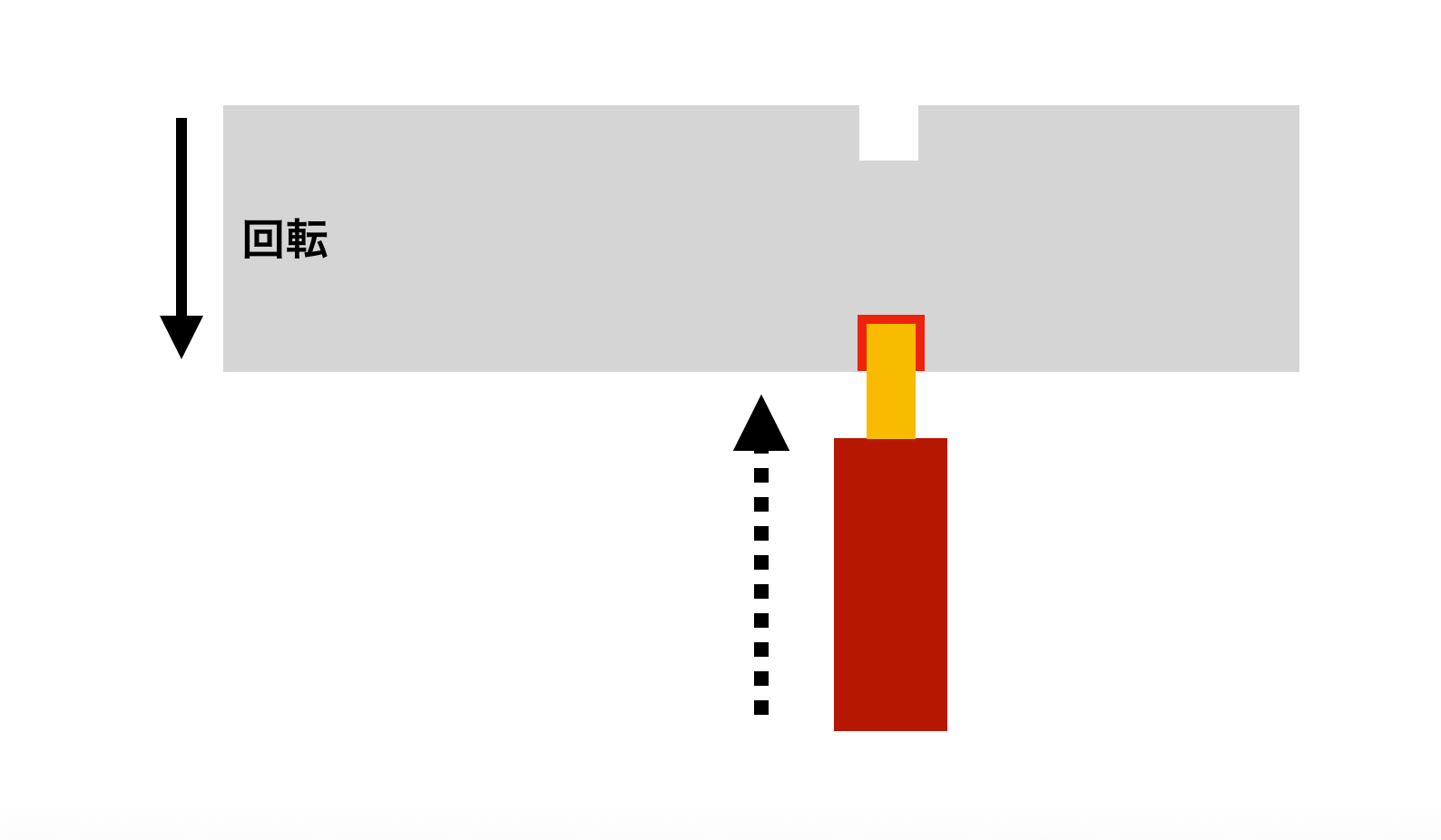
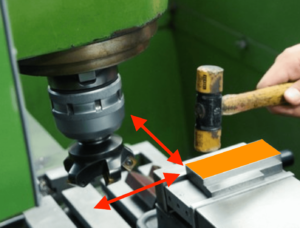
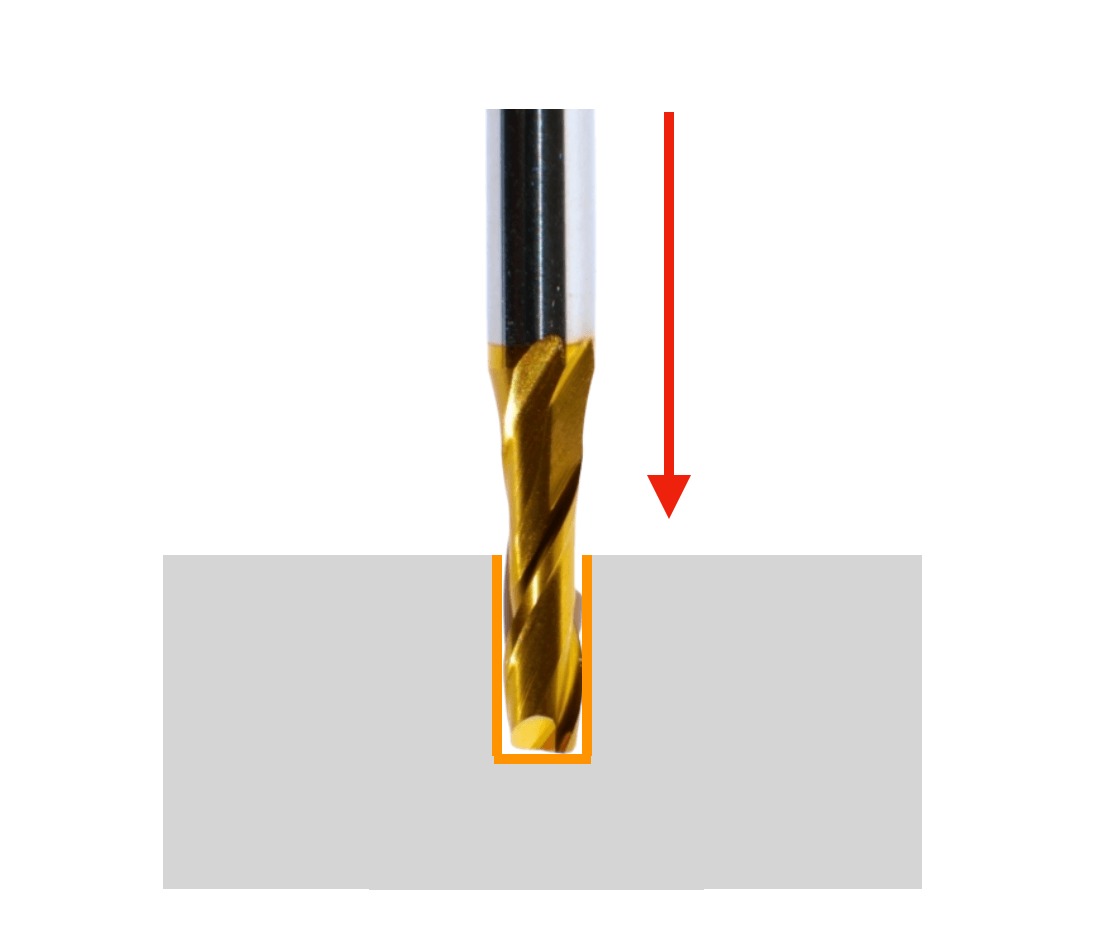
溝加工

平面の工作物に溝をつけることを溝加工といいます。通常はエンドミルを指定の深さまで下げ、テーブルを動かしていきます。溝が深いときはいきなり深く掘るとエンドミルが折れる危険があるため、数回に分けて深さを調整していきます。
また、溝の底部分が広くなっている加工をT溝加工と言い、エンドミルとT溝フライスという2つの切削工具で削っていきます。
穴加工
穴加工はボール盤で行うようなイメージですが、フライス盤でも穴加工をすることができます。まずセンタードリルで中心にした穴をあけ、ドリルの刃で指定の大きさまで掘っていきます。
開けたい大きさの穴が同じであれば、エンドミルでも穴を開けることができるでしょう。