表面処理とは
表面処理とは、めっきや塗装など、素材表面の性質を高めたり、美観性を向上させたりするための機械工作法の一種です。一言で表面処理といってもその方法は多岐にわたります。モノマド辞典では、表面処理の工法を種類別に詳しく解説していきます。



さらに湿式めっきには、電気を用いてめっきする電気めっき、化学反応を用いてめっきする無電解めっきがあります。
・電気めっき
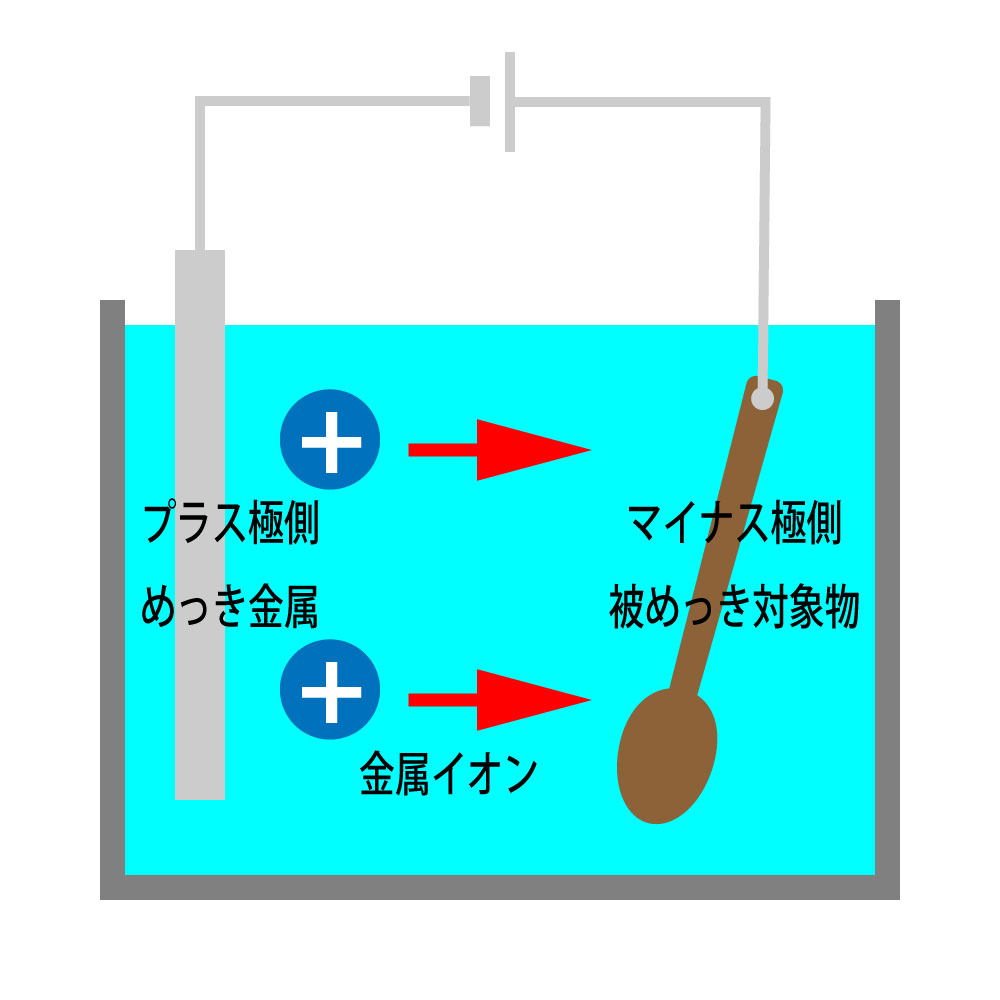
電気を使うめっき方法です。電解液内にて、マイナス極側に被めっき対象物を、プラス極側にはめっきしたい金属を取り付けて電流を流します。プラス極側は酸化(金属が溶け出す事)マイナス極側では還元(溶けだした金属が被めっき対象物に付着して膜を生成します。)反応が起こります。電流を流す特性上被めっき対象物は導電性のある金属である必要があります。エッジ部分に電流が集中する為、極端に厚い膜が生成されるなどの特徴が有ります。
・無電解めっき
化学反応を使ってめっきする方法です。めっきの膜厚が均一につくため液が浸漬していれば複雑な形状や寸法精度を有するものに適し、またプラスチックなど導電性のないものにもめっきをすることが可能です。日本カニゼン(株)の無電解ニッケルめっきが有名です。


塗装皮膜の樹脂に熱を与え、素材に焼き付けることで皮膜を形成する塗装方法となります。
一般的な塗料は加熱するとドロドロに溶けますが、焼付け塗装には加熱すると硬化する専用の塗料でおこないます。焼付けに必要な温度は様々で、100℃くらいのものから200℃以上にも及ぶものまであります。
焼付け塗装をすると高度や耐久性が高くなり、熱を冷ませばすぐにでも製品として使用できるメリットがあります。
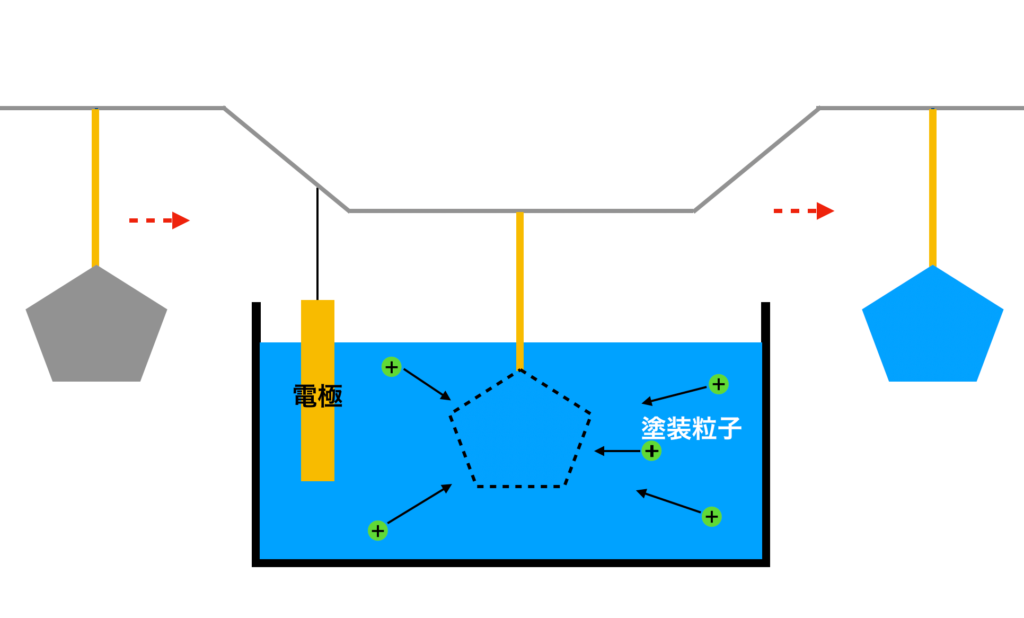
電着塗料という特殊な塗料が入った容器の中に塗装する製品と電極を入れ、片方をプラス、反対側をマイナスの電気を流すことで塗膜成分を表面に付着させる塗装方法となります。主に防錆処理で用いられ、自動車のボディの下塗り前に実施されますのが代表的です。
電着塗装は対象物が通電性のあるものに限られますが、一度で均一に被膜でき、他の方法では難しい部分も塗ることができるため、非常に効率がいい塗装方法ともいえるでしょう。
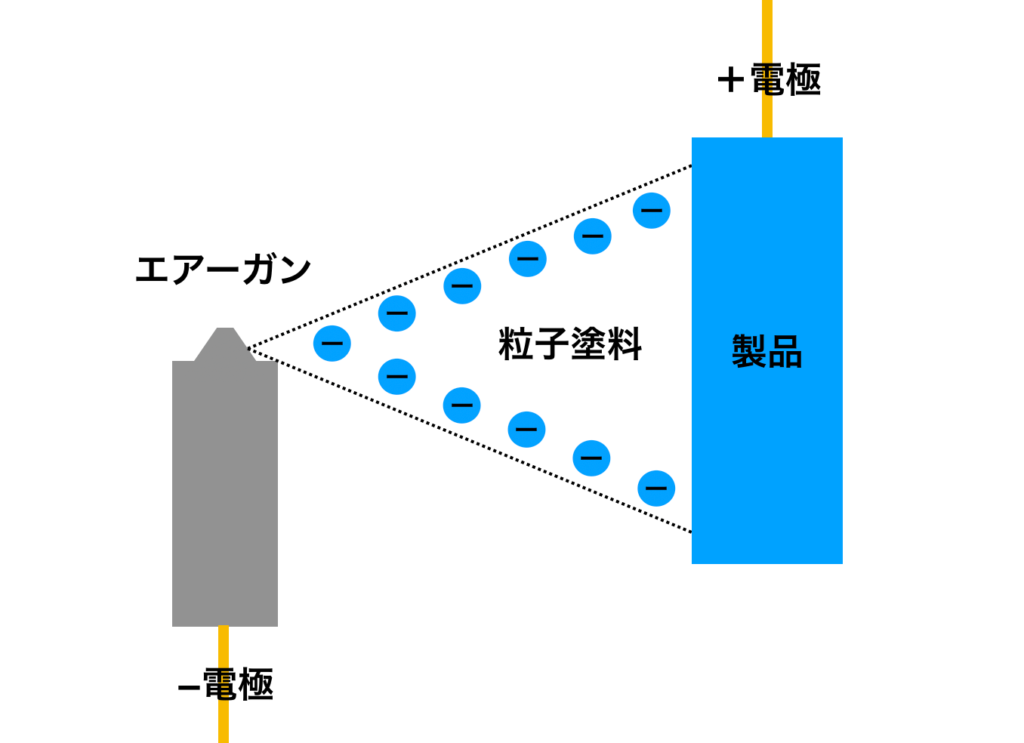
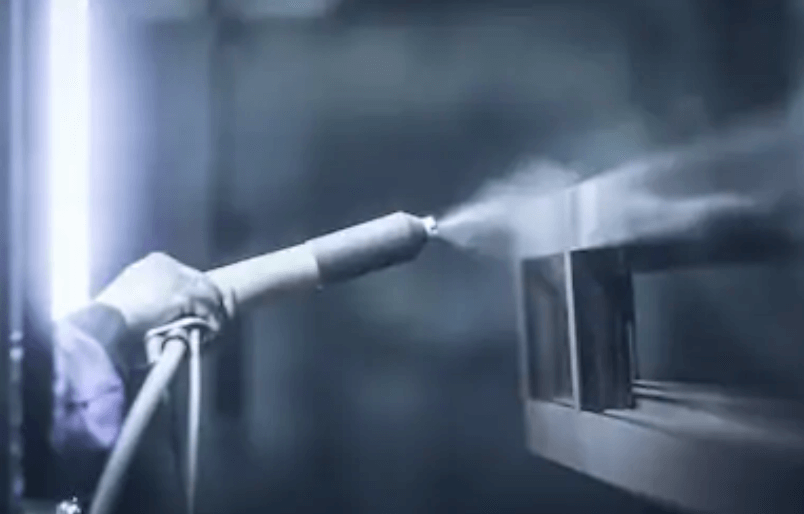
製品にプラス電極、塗料噴射装置の方にマイナス極を流し、塗料ミストを吹き付けていく塗装方法となります。
電着塗装は塗料が入った容器に丸ごと浸して全体を覆うように塗装しますが、静電塗装は細かいミストを静電気でまとわりつかせるような塗装となるため、気泡ができず、美しい仕上がりになります。また塗料の無駄な飛び散りがないため、塗料の節約や作業効率の向上となります。

紫外線(UV)を照射することにより、塗料がラジカル重合反応を起こし硬化するのを利用して塗装する方法です。紫外線の照射時間は秒単位となり、他の塗装方法と比較すると硬化するための時間がかなり短く省エネ効果があります。さらに有害物質も発生しないため、地球環境を保護するための塗料として最も注目されている塗装方法です。
有機溶剤に樹脂や顔料、添加剤等を溶解または分散して塗装しやすくした状態の塗料です。
有機溶剤は溶解できるものが多く、蒸発速度も速く揮発性に優れているため塗装作業に幅広く用いられています。ただし有機溶剤は中毒性や大気汚染の危険性があるため、使用には様々な規制や安全対策が必要となります。
・メラミン塗装
「合成樹脂焼付塗装」とも呼ばれ、焼付き塗装の種類の中ではもっとも一般的な塗装方法です。
塗料の値段も比較的安く、コスト面でもメリットがあります。また耐候性や耐久性、耐水性なども向上でき、ツヤ加減も自由に調整することができます。
・アクリル塗装
アクリル樹脂を主成分とする塗料で、発色が良く仕上がりが鮮やかになる特徴があります。
アクリル塗装のほとんどは1液型で塗料を購入したらすぐに使用することができ、重ね塗りの必要もありませんので非常に使いやすいというメリットがあります。またカラーバリエーションが豊富であることや、塗料自体が安価で購入できる点からもっとも手軽な塗装方法ともいえるでしょう。
・フッ素塗装
家の外壁や道路の資材に用いられている塗装方法で、汚れを弾きやすく紫外線に強いため耐候性に優れている塗装方法です。ツヤの調整は難しく価格も高めの塗料とも言えます。
・エポキシ樹脂塗装
優れた防食性や強力な接着性、耐摩耗性を持ち合わせていますので、錆びやすい部分の外壁や屋根を塗装する際に多く用いられる塗装方法です。ただしエポキシ樹脂塗装は紫外線に弱いため、必ず上から紫外線に強いトップコートを塗装する必要があります。
・シリコン樹脂塗装
弾性があるシリコン樹脂でできた塗料で、伸縮性があるため壁のひび割れやすい部分に用いられます。
耐久性も他の塗料と比べると非常に優れています。ただしシリコン樹脂塗装は塗装が膨れ上がってしまう特徴もあるため、仕上がりの見栄えが悪くなることもあります。また、熱がこもりやすく蓄熱によってはかなり塗膜が膨れ上がることもあります。

固形に塗料を使用して対象物に吹き付けておこなう方法(吹付け塗装)もしくは粉のプール内に高温にした対象物を浸漬して塗装する方法(浸漬塗装)を粉体塗装と言います。
基本的には静電塗装と同じで電気を通して塗料を密着させていきますが、浸漬塗装は静電気を使用せずそのまま塗料を乗せていくため高膜厚に仕上げることができます。






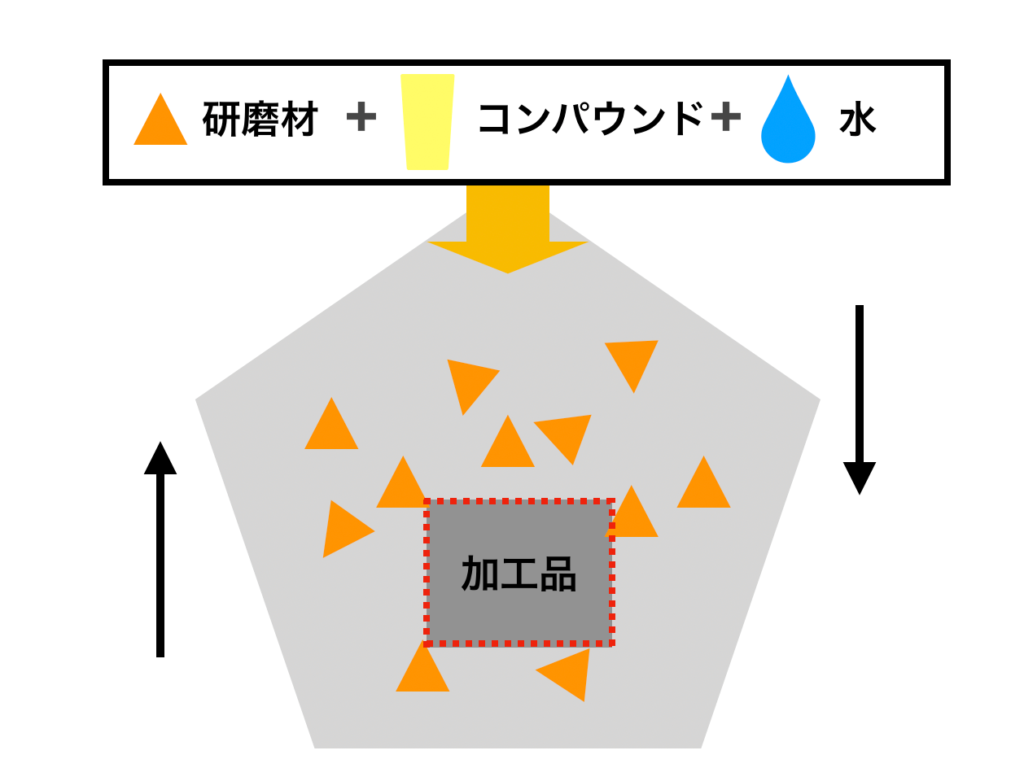
バレル研磨は、タンク型の機械の中に研磨させる製品とコンパウンドと呼ばれる研磨剤や研磨石を投入し、水と合わせて混ぜ合わせていきます。するとタンク内部に入れた製品や研磨剤に一定の圧力が加わり、お互いに内部でぶつかり合う衝撃で製造品を研磨していきます。
研磨作業自体は手作業だと製品の仕上がりにバラつきが出るものの、バレル研磨は装置内で混ぜ合わせるため仕上がりが均等になります。また、タンク内に複数の製品をまとめて投入できるため、大量生産にも向いている加工方法です。

「バフ」と呼ばれる布やフェルトで作られた柔らかい研磨工具に「バフ粉」と呼ばれる研磨剤を付着させて磨く研磨方法です。研磨加工の代表でもあり、バフ研磨といえば研磨加工というイメージも多いのではないでしょうか?
バフを高回転させながら金属を押し当てる研磨方法のため、任意で磨く部分を調整することができます。そのため加工時についたバリや傷部分に集中的に押し当てて除去したり、均等に押し当てることで表面を均一に仕上げることもできます。
ただし、バフ研磨は研磨材で傷をつけていることにもなるため、やればやるほど表面を汚してしまうといったデメリットもありますので、バフ研磨作業自体は高度な技術が必要な加工方法ともいえるでしょう。
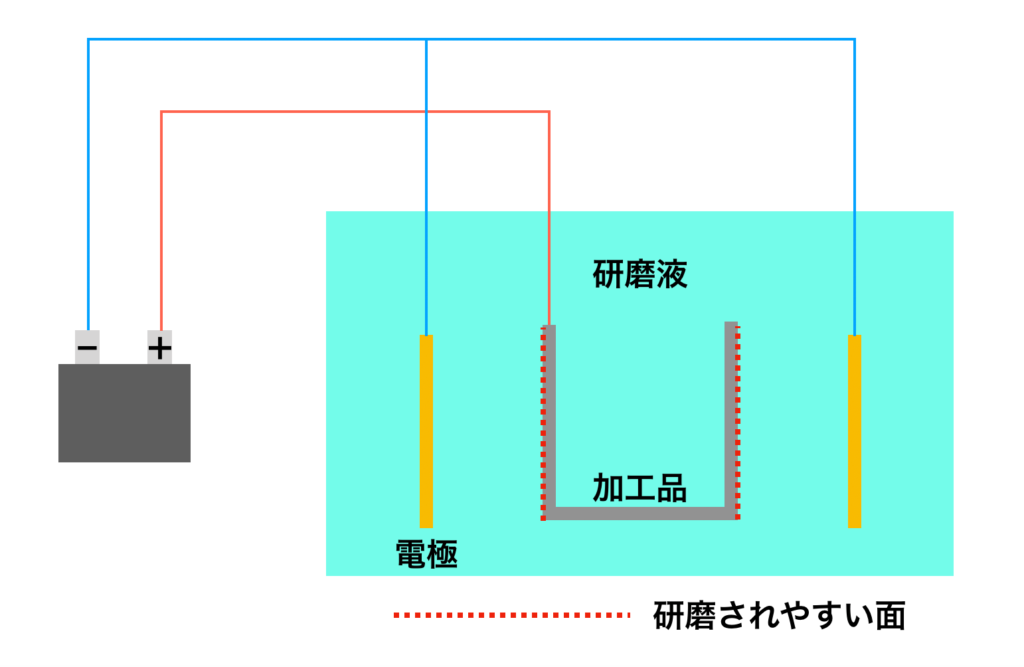
「電解研磨溶液」と呼ばれる電気を通す液体に電気を通すことで研磨する方法となります。表面上を研磨するだけでなく、加工品の表面を溶かして滑らかにすることもできます。
主にステンレスやアルミニウム素材の研磨に向いており、細かい表面の凹凸まで除去できるため、汚れが残りにくいというメリットがあります。また、電解研磨は加工時に発生する細かいバリの除去や真空部品のガス発生防止の目的などの用途でもおこなわれています。

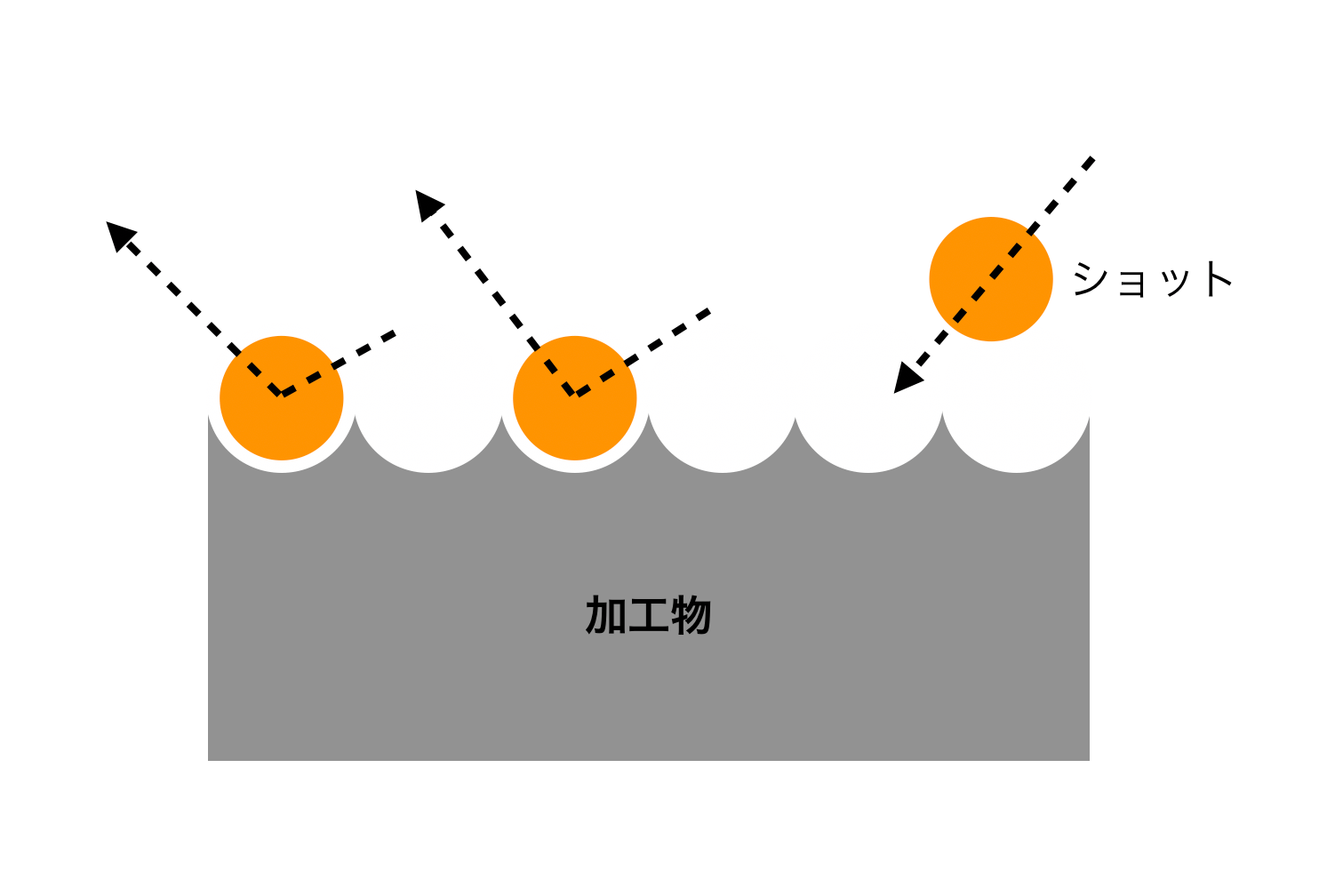
サンドブラストは、砂のような小さな研磨材を加工品に大量にぶつけて表面上を削っていく研磨方法です。どちらかといえば「研磨」よりも「削る」という表現の方が当てはまるこの方法は、塗装を剥がしたり錆を落とす目的に使用されます。
サンドブラスターと呼ばれる箱状のものに腕を入れるだけの小さな穴が空いており、その中に加工品を入れ、研磨材が噴射されている部分に当てて磨いていきます。
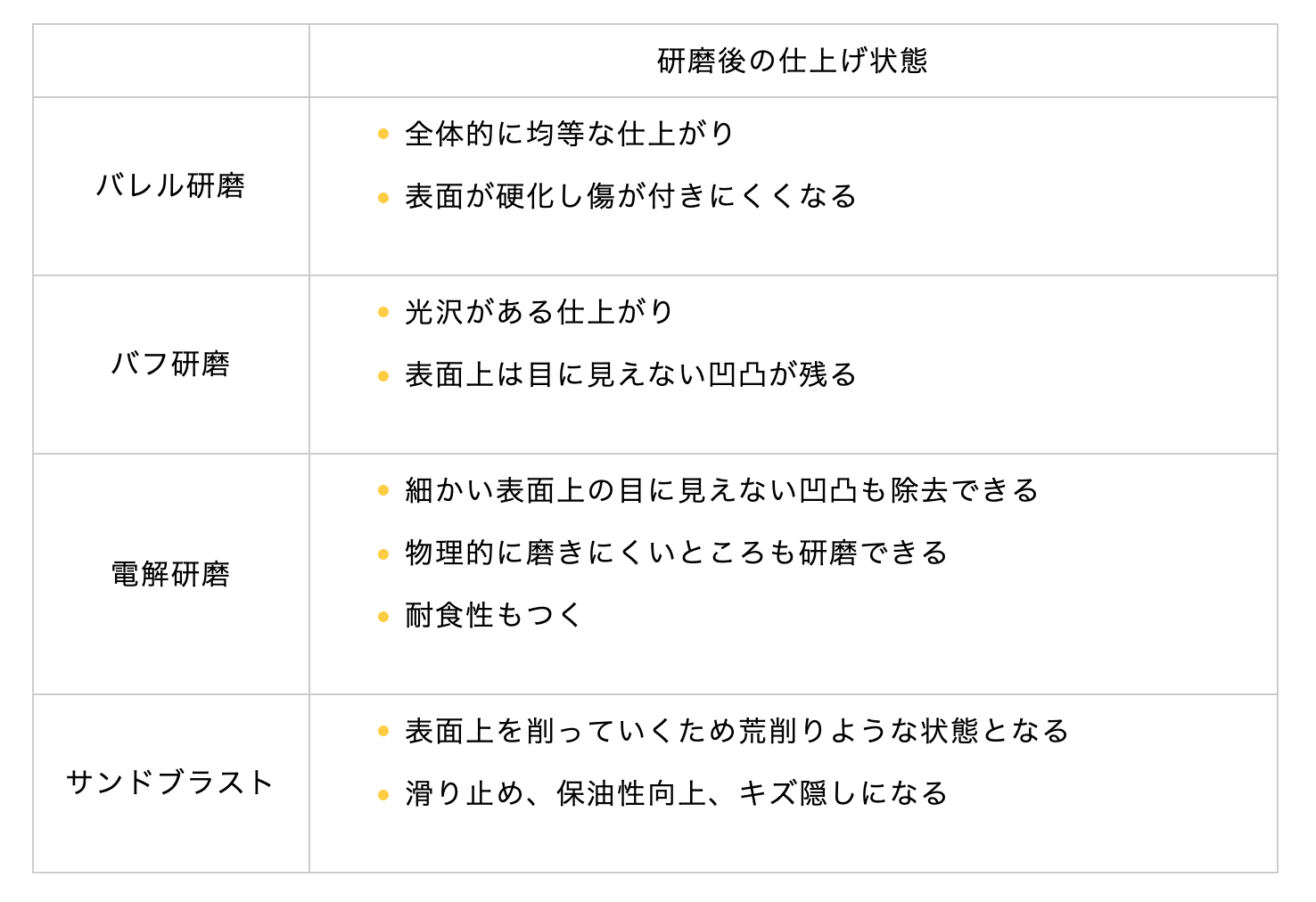
研磨方法によって仕上がりが大きく違ってくるため、加工するものによって使い分ける必要があります。ここでは、研磨の種類によってそれぞれの仕上がり状態をご紹介します。