押出成形の工程
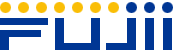
押出成形では、樹脂のペレットをヒーターを使って加熱・溶解させながら金型内に押し込んでいきます。その後、金型から成形された溶解プラスチックを冷却固化させます。
金型からは絶えず溶解プラスチックが出てくるため、金型だけでは十分な冷却時間を確保できませんので、サイジングダイという成形物が変形しないように支えながら冷却する装置を通します。
サイジングダイから出た後は冷却水槽を通り、引取機で引っ張られながら必要なサイズにカットされていきます。薄板や柔らかい製品はドラムに巻き取って成形することもあります。設備を一度稼働させるとほとんどを自動でおこなってくれるため、効率よく生産することができるでしょう。
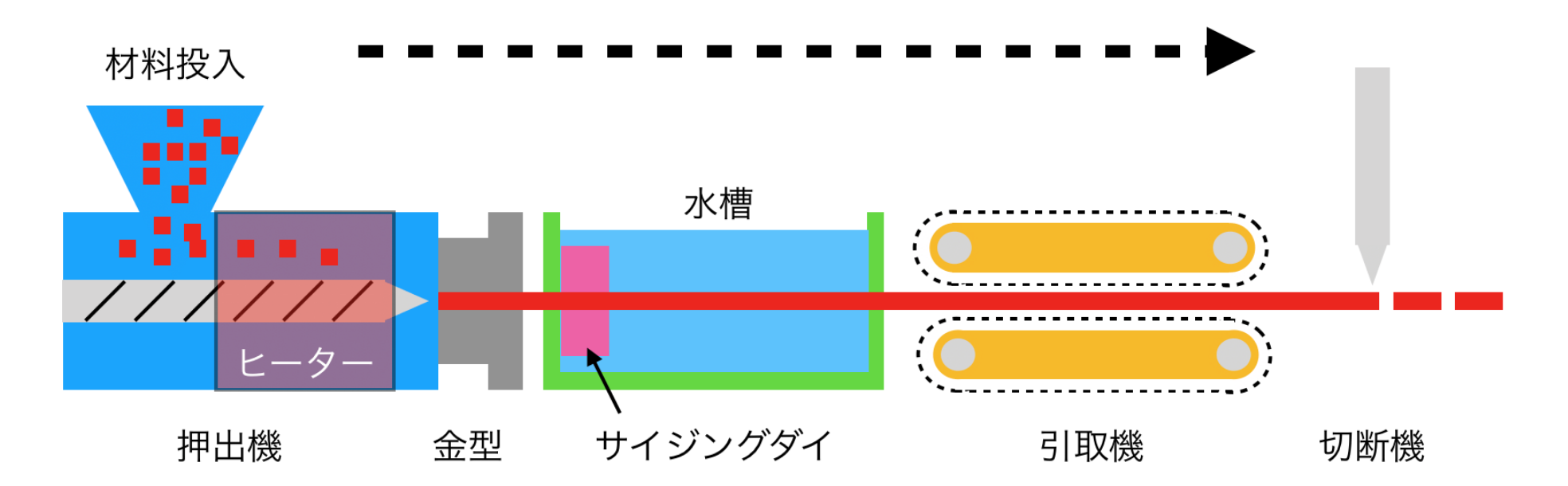
シート押出
金型から押し出された樹脂をロールで巻き取りながら冷却して成形をおこないます。主に食品容器や建材、事務用品や衛生用品などのシート類を製造しています。
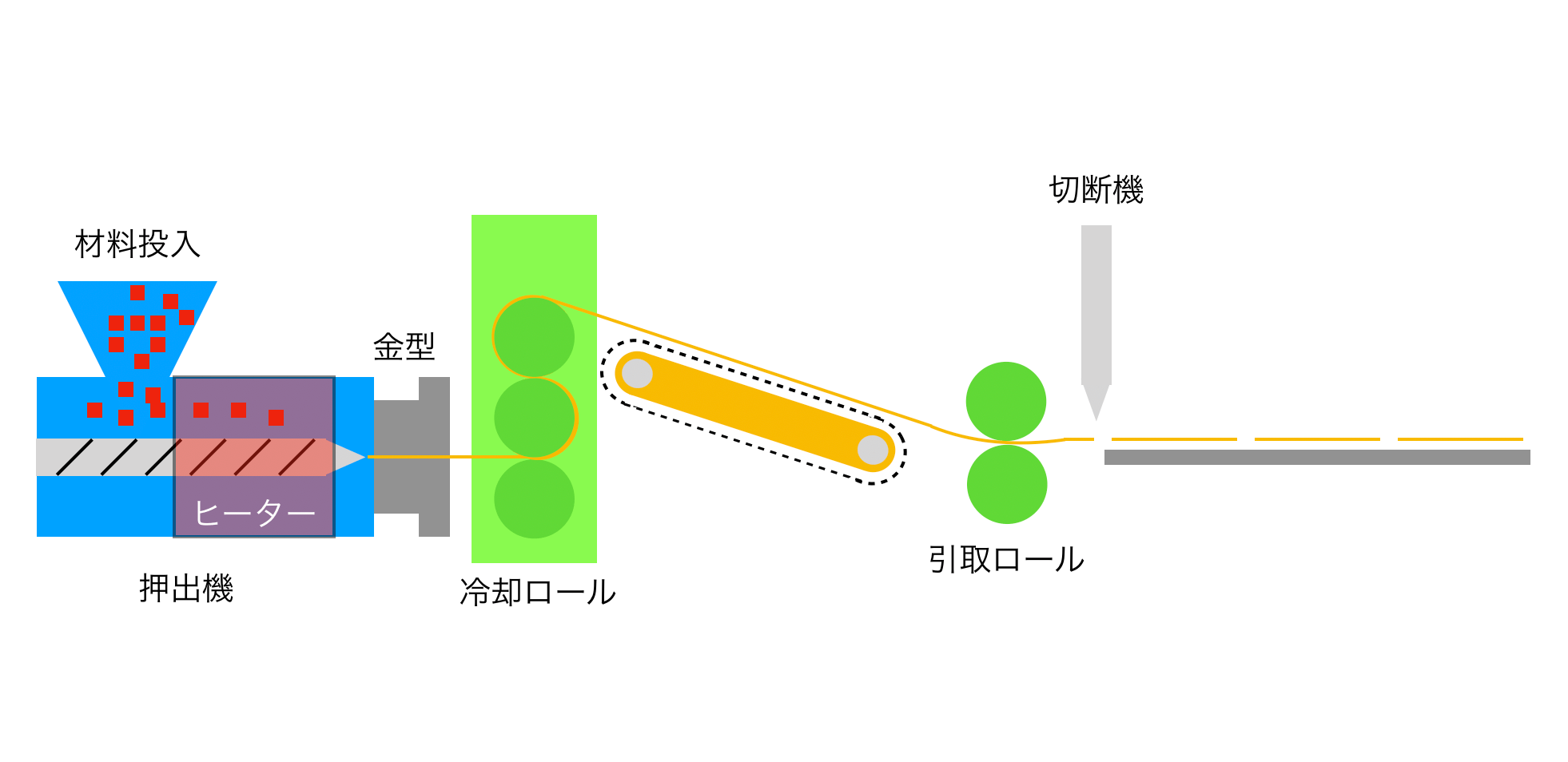
Tダイによるフィルム押出
シート押出と同じ成形方法ですが、金型で樹脂が扇形に広がるように薄く成形していきます。シートを長さ方向に引き伸ばして強度を増しながら成形していきます。
異なる材料のラミネーションにも用いられる製造方法で、ラミネート品や各種フィルムなどがこの方法で成形されます。
インフレーション法によるフィルム
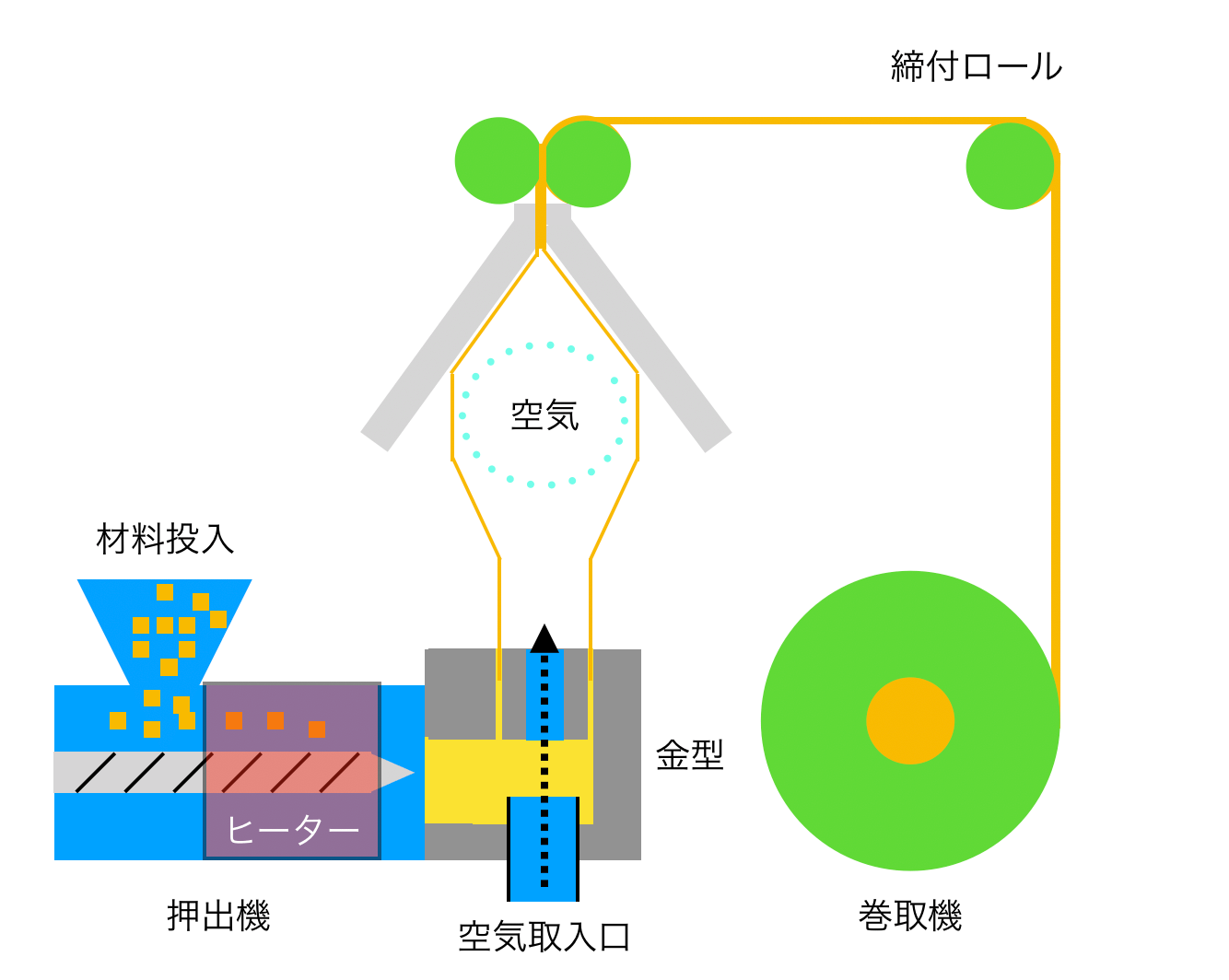
樹脂を円筒状に押し出し中に空気を入れて膨らませながらフィルムを成形します。
空気を入れて膨らませることによりフィルムが直径方向に伸ばされ、さらに巻き取る方向にも引き延ばすことができるため成形品の強度を増すことができます。ラップやポリ袋など非常に薄い材質のものを製造するときに用いられます。
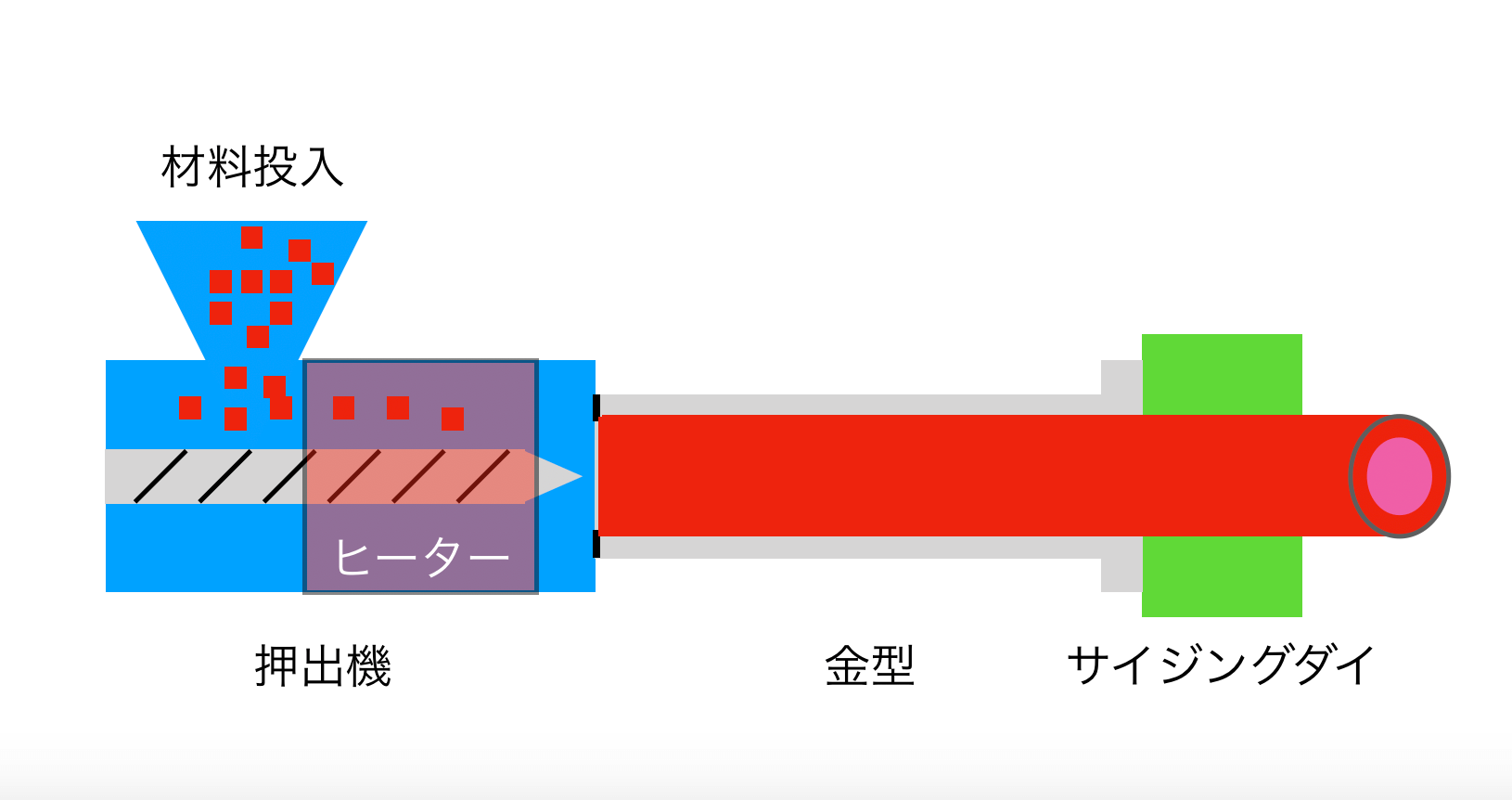
パイプ、チューブ、異形品
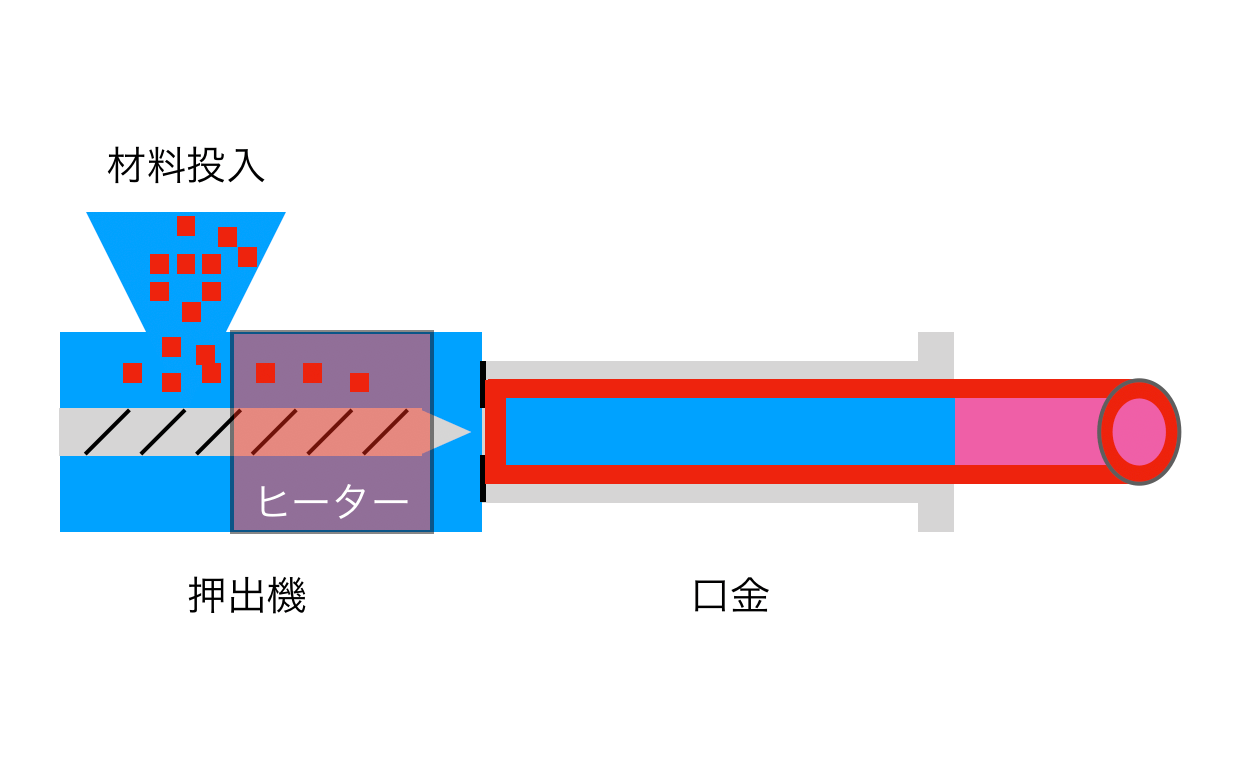
溶解した樹脂を二重円筒状の金型を用いて押し出していきます。押し出された樹脂はサイジングダイで冷却固化して成形していきます。
各種パイプだけでなくチューブや窓枠のサッシなどがこの方法で製造されています。
丸棒
中実の円筒状の金型を使用します。金型の押し出し口のサイズによって様々な大きさの丸棒を成形できます。
丸棒押出では成型品が冷却過程で外側から冷却されて固化することで内側が徐々に引っ張られ変形していきます。そのためサイジングダイで全体をしっかり冷却できるように設計することが非常に重要です。